 2025-02-26
2025-02-26 Raw material preparation: Select suitable aluminum alloy billets, usually cylindrical or rectangular section ingots. The chemical composition and physical properties of the blank directly affect the quality of the final product.
Heating: Heat the billet to the extrusion temperature, usually between 400 ° C and 500 ° C. The purpose of heating is to soften the aluminum alloy material and facilitate extrusion molding.
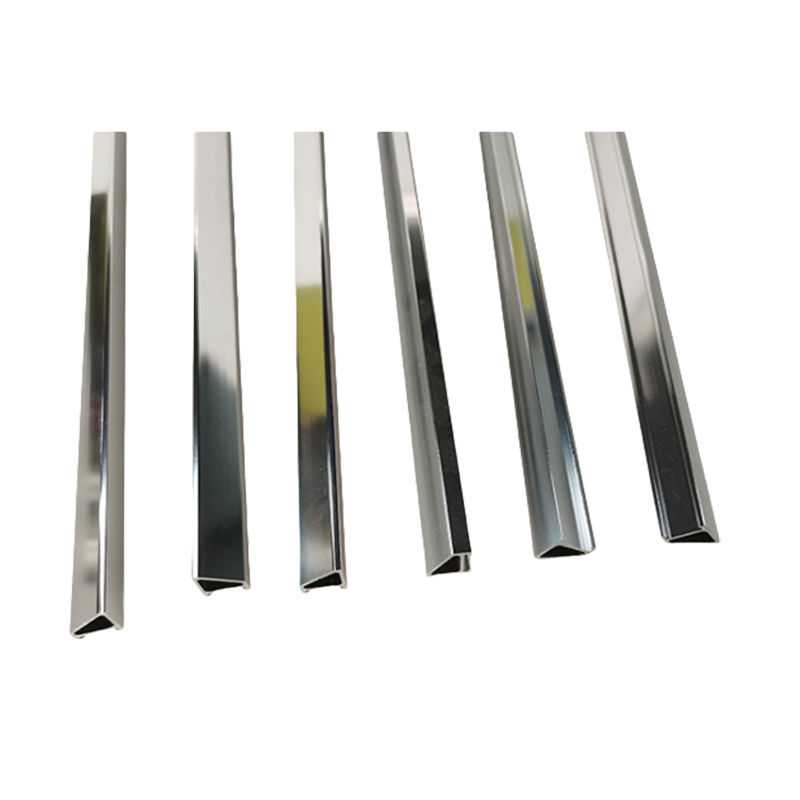
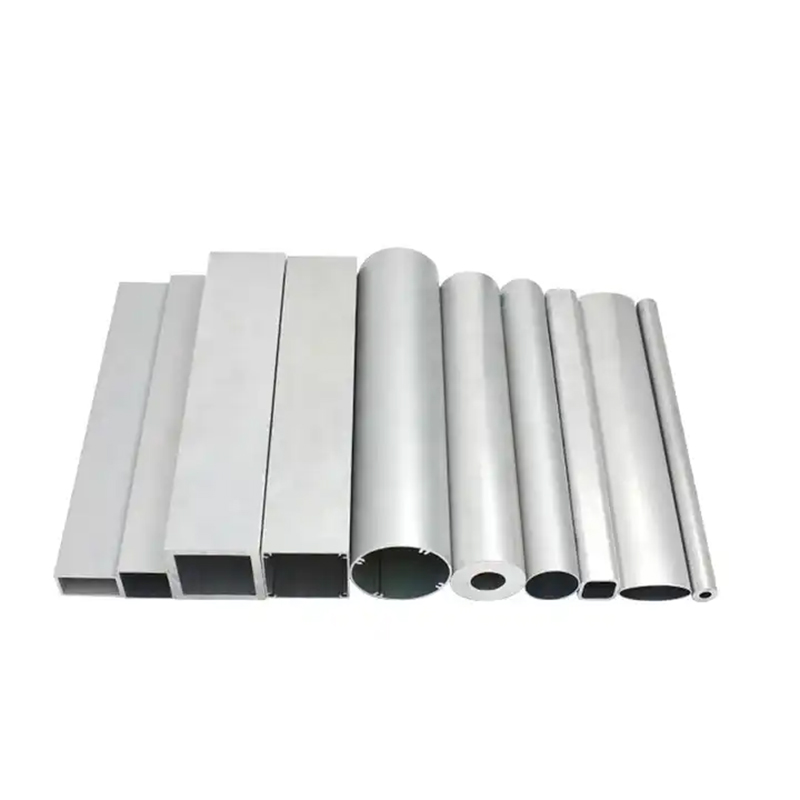
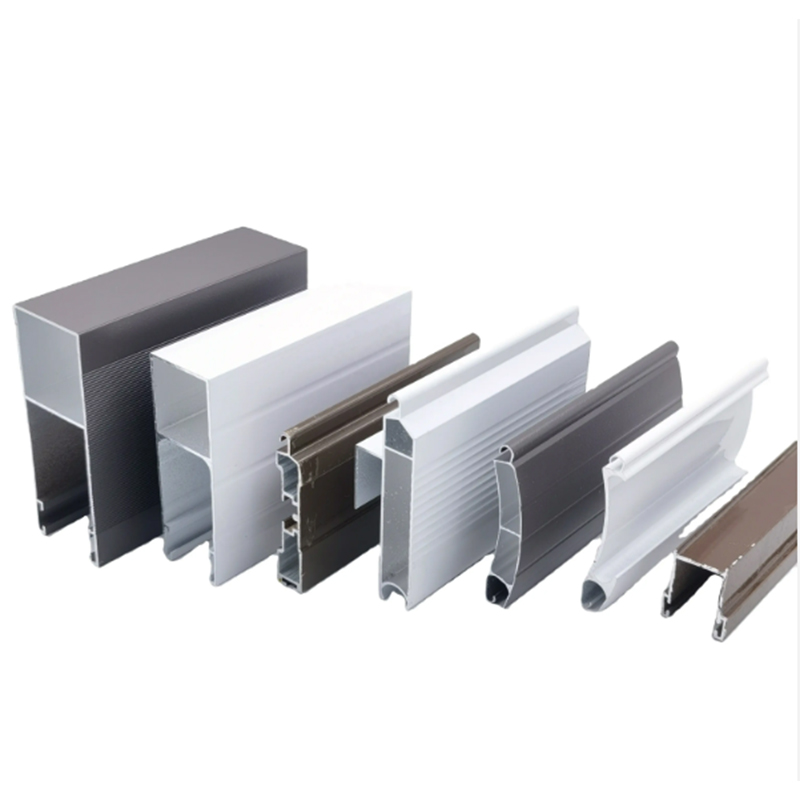
Squeezing: Place the heated billet into the barrel of the extruder, and use hydraulic or mechanical pressure to push the billet through the mold to form the desired profile section. During the extrusion process, the shape of the mold determines the final shape of the profile.
Cooling: The extruded profile needs to be rapidly cooled to fix its shape and size. The cooling method can be natural cooling, air cooling, or water cooling.
Straightening: The cooled profile may have bending or twisting, and needs to be straightened by a straightening machine to ensure its straightness and dimensional accuracy.
Cutting: Cut the profile into the required length according to customer requirements.
Contacts:Manager Xue
Phone:+8615866161616
Phone:+8615614628985
Email:shandonghuililvye@163.com
Address:Weifang City, Shandong Province
Contacts:Manager Xue
Phone:+8615866161616
Phone:+8615614628985
Email:shandonghuililvye@163.com
Address:Weifang City, Shandong Province

Scan and add WeChat







 HOME
HOME
 PRODUCT
PRODUCT
 PHONE
PHONE
 MESSAGE
MESSAGE